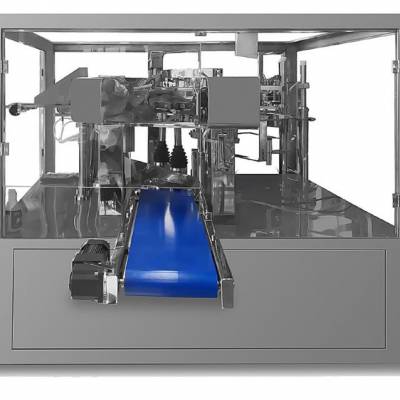
全自动包装机都是属于自动化程度比较高的机型,但是也是有产能高低之分的,例如对于一些辅助功能的添加,是可以提高其工作产能的,立式包装机公司,例如拉伸膜全自动包装机整个操作过程中物料填充区域可以采取人工或者是机械手操作的,机械手产能上是高于人工投料的,这个可以根据自身生产预算或者是包装要求去进行选配。选择全自动包装机是提高工作产能的一条必经之路,立式真空包装机,但是根据不同的产品包装要求以及产品特性不同,其工作产能也是各有差异的,我们在设备选择上,也不要一味地去对比工作产能,可以结合设备自身稳定性以及性能等多个方面去进行综合考察,然后再去进行相应的选择!
调味品包装机运行过程中,降温器的铜管还会产生蚀现象,其蚀程度与其结晶构造、热处理和运行情况等有关。因为降温水还具有电解液的作用,铜管遇到电解液后会产生电化学作用,使铜离子渗入溶液后再分离出来变成多孔性的精构松松地附在管壁上,一经水流的冲击便被冲去。同时,在清洗时钢刷也可能使铜管受损伤。
另外调味品包装机降温系统的检查和修理中,降温器的板可能因为防锈工作做得不好而腐蚀,使其与铜管的联接受到破坏。这种种原因都可能使铜管产生泄漏现象。因此,在降温器清洗完后应进行水压试验。
双室真空包装机杯形砂轮磨出的刃口成平形或凹形。为使杯形砂轮将刃口磨成凹形,立式包装机,砂轮的端面应与刀棱面倾斜5°~7°。刃磨时刀棱应与砂轮轴心处于同一高度,并应与砂轮工作表面切线重合。刀片靠上或靠下,磨出的效果都不好。
双室真空包装机磨砺前应将刀片表面和机床刀架表面的脏物去掉,用螺栓压板将刀片平整紧密的固定在刀架上,立式液体包装机,不能有任何弯曲歪斜现象。使刀棱沿整个长度和宽度都磨去相同的厚度。9.为了避免磨砺时刀片过热退火,砂轮与刀片的摩擦不宜过重。在刀片的全长上压力应均匀一致。每一次行程磨去的厚度不应超过0.015毫米。刀片的纵向送刀速度,开始时允许达到100~150毫米/秒,刃磨接近形成时速度应适当减慢。